 Les trains d’atterrissage du prototype ”Concorde » viennent d’arriver à Toulouse, ils seront montés sur le prototype 001 après la mise en ”position haute » de l’appareil, qui doit intervenir début mars.
Les trains d’atterrissage du prototype ”Concorde » viennent d’arriver à Toulouse, ils seront montés sur le prototype 001 après la mise en ”position haute » de l’appareil, qui doit intervenir début mars.
A gauche, le train avant conçu et réalisé par Messier.
A droite, un des deux trains principaux, conçus et réalisés par Hispano-Suiza (coopération Messier).
Concorde : mise en place des nacelles réacteurs…
Cette photographie prise à Toulouse le 17 février chez Sud Aviation, montre une nouvelle phase d’assemblage du prototype 001 de Concorde : on note en effet, le montage des nacelles réacteurs de gauche, construites à Filton par la BAC. Les premiers éléments du bord d’attaque de l’aile sont également mis en place. Dans quelques jours, l’appareil passera en « position haute”. La sortie d’atelier du Concorde 001 est prévue, rappelons-le, pour le 30 octobre 1967.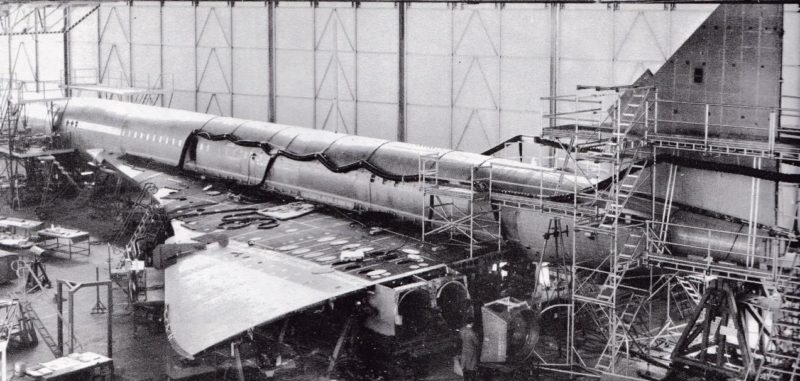
… et premier vol (simulé) des passagers
Un groupe de cadres de la BAC et de Sud Aviation ont effectué un vol simulé d’une heure et demi à bord d’un tronçon grandeur réelle et entièrement équipé du fuselage de Concorde.
Ce tronçon habité était placé dans une chambre de simulation du Laboratoire de Recherches à Haute Altitude de la Normalair Ltd à Yeovil, dans le sud-ouest de l’Angleterre. La chambre de 4,5 mètres de diamètre et de 12,5 mètres de longueur est étanche et comporte une batterie d’éléments chauffants à l’infrarouge d’une puissance totale de plus de 1000 KW. On peut ainsi reproduire les caractéristiques de pression et de température d’un vol à 2250 km/h et à 18.000 mètres d’altitude.
Ce simulateur avait déjà permis une série de vols d’essais avec des mannequins équipés de thermocouples dont les indications furent dépouillées par un ordinateur. Rappelons que Normalair réalise le système de pressurisation cabine de Concorde, dont le conditionnement d’air est conçu par Hawker Siddeley Dynamics, en coopération avec les firmes françaises Bronzavia et SECAN.
Messier réalise la jambe d’un géant : l’atterrisseur avant de Concorde
Si Concorde a été placé sous le signe de la coopération franco-britannique, il faut noter aussi que l’importance d’une telle entreprise devait amener les firmes françaises à joindre leurs efforts en vue de sa réalisation. C’est ainsi que le Train d’Atterrissage a fait l’objet d’une répartition entre Hispano-Suiza et Messier.
Dans le cadre d’un accord réalisé à la demande des Services Officiels et conformément aux directives de ces derniers, Messier a reçu la commande, d’une part, du Train Avant et de sa Commande Electronique Hydraulique de Direction, et d’autre part, de la Béquille de Sécurité Arrière qui, en raison de la taille de l’avion, représente un ensemble mécanique de quelque importance.
Si la maitrise du Train Principal a été confiée à la Société Hispano-Suiza, la Société Messier a coopéré à la conception d’ensemble et cela sur les trois points principaux :
1 – Le choix de l’acier, qui s’est porté sur le 35NCD16 dont Messier a une expérience considérable ; l’avion Nord Aviation « Gerfaut” fut en effet le premier au monde à être équipé d’un train réalisé entièrement en 35NCD16 traité à 180 kg et cette expérience, étayée par l’essai de plus de 20.000 éprouvettes, trouva son application, en particulier, dans toute la famille des Dassault ”Mirage ».
2 – La cinématique de conception générale Messier, qui fut retenue par Sud Aviation en raison des avantages qui en découlaient, tant sous l’angle du poids de structure que sous l’aspect de la réduction de surface des trappes.
3 – Le système de rétraction Messier qui, évitant l’utilisation d’un point d’attache auxiliaire sur la voilure, permet de remplacer un train sans avoir à faire de réglage. Le principe ainsi retenu a d’ailleurs fait l’objet par Hispano d’une étude d’adaptation, différente du projet Messier initial.
Pour ces raisons, il a été convenu entre les parties que le train principal Hispano-Suiza porterait la mention « Coopération Messier”.
Une telle coopération est un signe des temps : elle est la réaction saine d’industries qui réalisent que leur bonne entente est une condition de leur survie commune.
NOTA – Les réalisations Messier (cinématique de conception et système de rétractation) sont couvertes par le Brevet de base numéro 1.353.629 du 18 janvier 1963 et les additifs, numéro 83.392 du 4 avril 1963 et numéro 85.90 du 8 mai 1963.
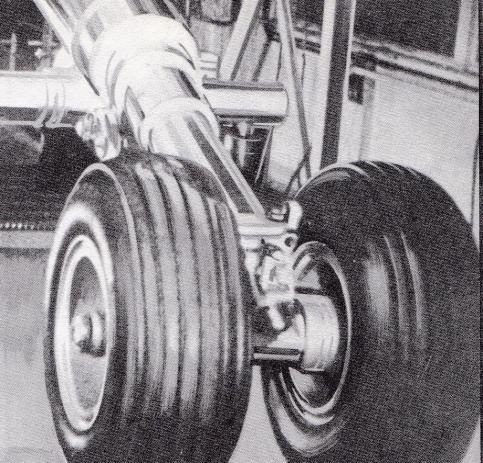
Messier a réalisé ce que nous pensons être un des premiers atterrisseurs du monde : l’atterrisseur avant du prototype Concorde.
Il a en effet une hauteur de plus de 4,50 mètres. La distance entre l’axe d’articulation de la jambe et celui des roues étant de 4,030 mètres.
Lorsque l’avion grossit
Quand les ingénieurs de Messier s’attaquèrent à l’étude des atterrisseurs Concorde, l’avion avait sur le papier une masse de l’ordre de 70 tonnes.
Par suite des modifications apportées au projet franco-britannique, notamment une augmentation importante du rayon d’action qui rage maintenant Concorde dans la classe des longs courriers transatlantiques, l’avion prototype pèsera 138 tonnes.
L’avion de série sera plus lourd sans que l’on puisse présumer de sa masse ; ce qui est certain c’est que celle de l’avion de présérie est actuellement estimée à 162 tonnes.
Cet alourdissement a posé et continue de poser de difficiles problèmes aux ingénieurs de Messier. Ceux-ci se sont toujours attachés à minimiser les conséquences de cet alourdissement tant en ce qui touche les atterrisseurs mêmes de l’avion
Par exemple, lors du passage de la phase prototype à la phase présérie, Messier a réussi par des modifications bien étudiées à conserver les mêmes points d’attache de l’atterrisseur sur l’avion et les mêmes efforts en ces points Ces résultats ont pu être obtenus en augmentant sensiblement la course de l’amortisseur et en modifiant certains points de la géométrie propre de l’atterrisseur
Un outre, un grand nombre des outillages de matriçage a pu être sauvé au prix de modifications mineures ceci malgré un raccourcissement général de l’atterrisseur qui a entraîné des complications plus grandes de certains éléments et notamment de la barre de contreventement longitudinale (barre télescopique à 2 étages de coulissement au lieu d’1)
Messier garde d’ailleurs bon espoir que les outillages ainsi conservés pourront dans une grande mesure être utilisés pour les équipements de série
Pour clore l’historique de cette évolution, notons que malgré toutes les conditions restrictives et une sévère augmentation d’énergie à l’impact de la masse de l’avion pour l’atterrisseur avant équipé).
Mariage de raison : acier-titane
Décrivons maintenant rapidement l’atterrisseur avant déjà réalisé, atterrisseur qui répond aux impératifs d’emploi des avions civils et qui est prévu pour une endurance correspondant à 24.000 vols (45.000 heures).
L’atterrisseur avant de Concorde comporte une jambe à amortisseur oléopneumatique incorporée de 50 centimètres de course. La partie inférieure de cet atterrisseur portant les roues est orientable sur ± 60° au moyen d’un système de direction électro-hydraulique assurant également la fonction d’antishimmy.
La transmission de l’ordre d’orientation des roues venant du pilote est assurée par un système asservi qui possède un circuit interne d’auto-surveillance ayant pour rôle de détecter et de limiter les conséquences de pannes éventuelles.
L’atterrisseur est équipé de 2 roues en AU2GN sur lesquelles sont montés des pneus sans chambre 31 x 10, 75-14 gonflés à une pression de 12 bars. Ces roues viennent s’adapter à chaque extrémité cannelée de l’essieu et sont retenues par un écrou possédant un système d’arrêt automatique. L’essieu tourne librement dans des roulements rouleaux coniques Timken emmanchés à l’extrémité inférieure de la partie coulissante et tournante La partie fixe de la jambe est constituée par un ensemble structural composé d’un fût, de 2 bras d’articulation et de 2 panneaux de contreventement. Ces bras et ces panneaux sont réalisés en AU2GN ainsi que la partie structurale du système d’orientation et les compas.
Le mouvement de relevage et de descente de la jambe d’atterrisseur est assuré par 2 vérins hydrauliques identiques s’attachant à l’extrémité supérieure du caisson. Ces vérins sont alimentés au relevage par un circuit hydraulique et en descente par 2 circuits séparés. Des ”dash-pots » incorporés à ces vérins amortissent le mouvement en fin de course et font que le train arrive en position haute à vitesse pratiquement nulle ce qui évite tout choc désagréable.
Le contreventement de la jambe en position basse est assuré par la contrefiche télescopique. La tige mobile de cette contrefiche coulisse en cours de manoeuvre dans le cylindre relié à l’avion. Elle est verrouillée mécaniquement en position sortie par un dispositif à griffes breveté et largement expérimenté par Messier sur tous ses atterrisseurs. Le déverrouillage de cette contrefiche est hydraulique.
Par ailleurs un système mécanique constitué par un poignard que l’on peut introduire à la partie inférieure de la contrefiche empêche tout déverrouillage par fausse manoeuvre, avion au sol. L’action de ce poignard a pour effet de bloquer mécaniquement le dispositif de verrouillage.
Il faut remarquer que l’atterrisseur est capable en cas de panne hydraulique totale de descendre et de se verrouiller mécaniquement sous l’effet des charges massiques et aérodynamiques en vol.
Outre l’AU2GN déjà cité, et l’acier 35NCD16 dont il sera question plus loin, il a été fait appel pour la fabrication de cet atterrisseur au titane TAGV. Ce matériau aux caractéristiques intéressantes vis-à-vis de sa densité, a servi à réaliser certaines pièces massives et trapues, qui faites en acier auraient conduit à une perte de masse inacceptable.
Par ailleurs le TA6V a également été utilisé pour des pièces coulissantes dans des ensembles en acier (pistons par exemple), ceci compte tenu de son coefficient de dilatation thermique voisin de celui de l’acier.
N’oublions pas en effet que le train d’atterrissage du Concorde devra fonctionner entre – 50° et + 40°. Le titane ayant un mauvais coefficient de frottement sur acier, ces pièces coulissantes ont été recouvertes de rislan déposé à 400° environ, un dépôt qui a ensuite été réusiné à froid pour obtenir la pièce définitive.
L’hécatombe d’éprouvettes
Un des principaux objectifs à atteindre dans l’étude du train d’atterrissage du Concorde a été d’avoir une masse aussi faible que possible.Le respect de cet objectif a entraîné l’utilisation extensive de matériaux à hautes caractéristiques et notamment celui de l’acier 35NCD16, ceci pour les atterrisseurs avant et arrière comme pour les atterrisseurs principaux (réalisation Hispano-Suiza Coopération Messier). Tous ses matériaux ont été utilisés au maximum de leurs possibilités.
Cela nécessite pour le 35NCD16 de grandes précautions à observer tout au long du cycle d’élaboration du métal et d’usinage des pièces. Messier qui réalisa le premier atterrisseur en acier à très haute résistance pour le « Gerfaut” a depuis 14 ans acquis l’expérience et la maitrise de la mise en oeuvre du 35NCD16. Rien que pour le programme des ”Mirage » plus de 20.000 éprouvettes de cet acier ont été essayées.
Pour les atterrisseurs du Concorde la qualité de cet acier a encore été améliorée. Il est comme auparavant élaboré sous vide mais également – et ceci est nouveau – refondu sous vide par le procédé de l’électrode consommable.
Des éprouvettes attenantes aux pièces matricées suivent tous les traitements et toutes les opérations d’usinage des pièces réelles. Des pièces matricées subissent un traitement préliminaire, puis une trempe avec revenu après usinage. Elles subissent également une trempe à froid qui est essentielle pour permettre d’éliminer l’austénite résiduelle qui fragiliserait le métal. L’acier 35NCD16 utilisé pour l’atterrisseur avant est élaboré par la Sté Pamiers (CAFL) et les pièces principales (fût et tiges coulissantes) sont forgées avec une presse de 20.000 tonnes.
En ce qui concerne la réalisation de ces pièces, effectuées à l’usine Messier de Bidos (Pyrénées), il faut noter qu’elles ont été conçues de manière à être usinables par les procédés classiques en vue de limiter les coûts de
fabrications. La protection des pièces finies est assurée par un schoopage au zinc et un revêtement de peinture. Messier a choisi ce procédé de protection largement expérimenté de préférence au cadmiage, procédé électrolytique dont l’innocuité pour le 35NCD16 (fragilisation) n’a pas encore été totalement démontrée.
Ce procédé de protection reste cependant envisageable dans l’avenir sous réserve que les essais en cours soient suffisamment poussés et donnent des résultats parfaitement suffisants.
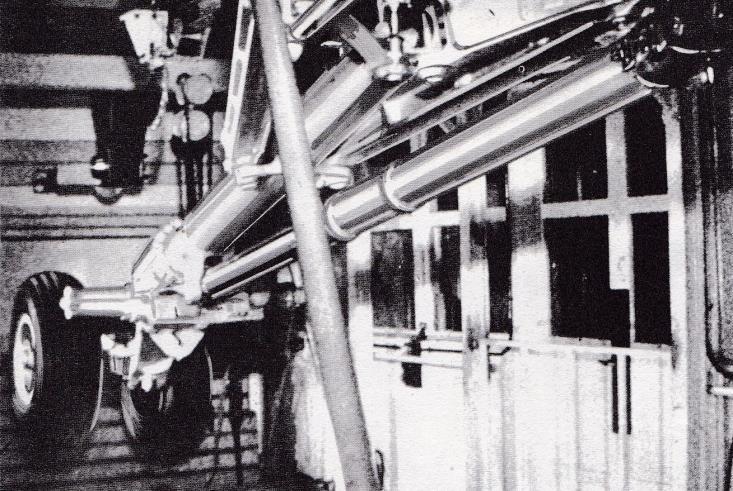
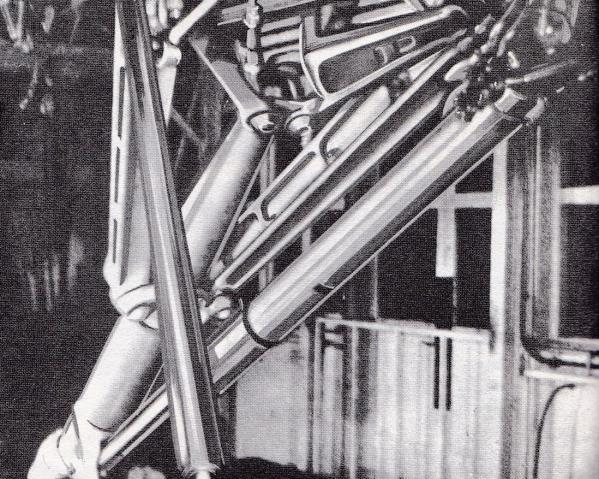
Ci-dessous : Extraits d’un film tourné pendant les essais du train au banc, ces clichés représentant diverses positions de la jambe avant du train de Concorde.

Deux ensembles livrés
En dehors d »un certain nombre d’équipements élémentaires destinés aux laboratoires de Sud Aviation, Messier a déjà livré deux atterrisseurs complets.
Le premier atterrisseur de vol est arrivé à Toulouse, le 6 février en même temps que le deuxième destiné au CEAT de Toulouse. Ce dernier ensemble doit subir des essais partiels (essais dynamiques et statiques) avant d’être envoyé à l’usine de Filton de la BAC pour équiper le prototype Concorde 002.
Les essais dynamiques partiels comportent des chutes à des vitesses allant jusqu’à 2 m/s. Les essais statiques aux charges relativement réduites doivent permettre de vérifier l’homogénéité des contraintes subies par les pièces, ceci par le procédé de contrôle photo-élasticimétrie. Ce procédé consiste à recouvrir l’atterrisseur d’un film plastique éclairé en lumière polarisée. Les déformations des pièces soumises à des charges apparaissent alors sous formes de franges d’interférence, l’analyse fournit la valeur de la contrainte subie.
Notons également qu’en ce moment Messier s’apprête à livrer le premier atterrisseur arrière complet qui doit arriver à la fin de ce mois à Toulouse pour équiper l’avion 001.